Технико-расходные характеристики установок «Сурмач»
Сурмач-720 Сурмач-1440
Производительность (шт./час)
720 1440
Число рабочих в смене
4 5
Расход макулатуры МС1, 2, кг/час (30%)
15 30
Расход б/у ячейки, кг/час (70%)
35 70
*Расход б/у ячейки и/или б/у гофрокартона при 100% в сырье
60 120
Расход воды, л/час
60 120
Расход газа, м3/ч
16 40
Потреб. эл.энергии, кВт/ч
55 100
Количество станков
1 2
* при нашей технологии, где в сырье идет 100% б/у ячейки или б/у гофрокартона. При этом прокладка может иметь повышенную массу до 85гр.
Расчет реального производства
На производство «бугорчатой прокладки под яйцо» национального ДСТУ не существует, т.е. необходима разработка собственных ТУ на производство. Но при производстве для своих целей ТУ не разрабатывается, а также, если продукция производится согласно техническому заданию, утвержденному между двумя предприятиями, т.е. производителем и потребителем (см. «Правила погодження та прийняття ТУ» ДСТУ 1.3:2004).
Процесс производства комплекса может происходить двумя способами:
Производительность (шт./час)
720 1440
Число рабочих в смене
4 5
Расход макулатуры МС1, 2, кг/час (30%)
15 30
Расход б/у ячейки, кг/час (70%)
35 70
*Расход б/у ячейки и/или б/у гофрокартона при 100% в сырье
60 120
Расход воды, л/час
60 120
Расход газа, м3/ч
16 40
Потреб. эл.энергии, кВт/ч
55 100
Количество станков
1 2
* при нашей технологии, где в сырье идет 100% б/у ячейки или б/у гофрокартона. При этом прокладка может иметь повышенную массу до 85гр.
Расчет реального производства
- 1-6 месяцы выход на производственную мощность, т.е. наработка опыта и слаженности работы персонала, коэффициент рабочего времени Квр. = 0,5-0,6.
- 6-8 месяцы и дальнейшая работа при Квр. = 0,8.
- На практике реально выйти на Квр. = 1,2.
На производство «бугорчатой прокладки под яйцо» национального ДСТУ не существует, т.е. необходима разработка собственных ТУ на производство. Но при производстве для своих целей ТУ не разрабатывается, а также, если продукция производится согласно техническому заданию, утвержденному между двумя предприятиями, т.е. производителем и потребителем (см. «Правила погодження та прийняття ТУ» ДСТУ 1.3:2004).
Процесс производства комплекса может происходить двумя способами:
- - производство и монтаж всего комплекса, его запуск и проверка работоспособности, а затем демонтаж, перевозка на место, монтаж и пуск с обучением персонала (срок в общей сложности 6-7мес);
- - производство и монтаж всего комплекса на месте с обучением персонала (срок 4-5мес). В этом случае основные узлы (формовочный станок, гидроразбиватель, деталировка и узловая сборка, электрошкафы и электроника) производятся у нас, а затем перевозятся и монтируются с остальной частью в комплекс на месте.
Размещение блоков КС1440
|
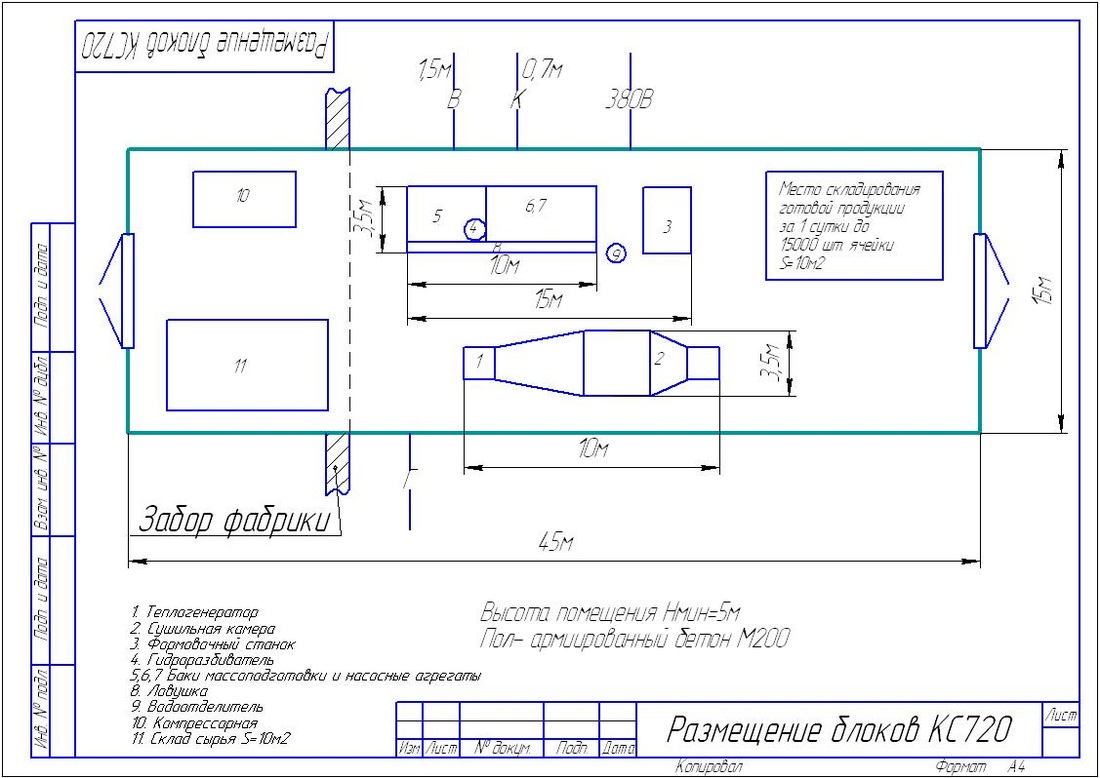
Размещение блоков КС720
|

|

|
